
清空記錄
歷史記錄
取消
清空記錄
歷史記錄



光伏組件的生產工藝制造流程是什么?
大家對光伏生產組件的布局和流程都有一定了解了吧,今天小編進一步的帶大家了解一下光伏組件的生產工藝制造流程以及各個作用。
生產工藝具體流程有:激光切片、電池片焊接、疊層、層壓、裝框、固化、清洗、IV&EL測試等環(huán)節(jié),最終包裝入庫,流入市場。
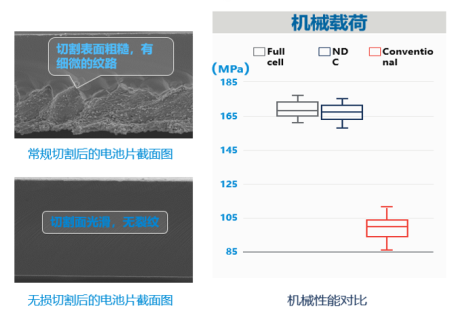
01 激光切片
傳統(tǒng)切片技術采用激光在超過1500℃的高溫條件下對硅片表面進行熔融,切開一定深度后通過機械應力掰斷,在切割面會存在細微的裂紋,最終影響電池片的機械輕度。我們采用行業(yè)領先的無損切割技術,使用低溫激光技術,結合熱脹冷縮的原理,硅片通過熱應力自然分開,切割面不會產生任何微裂紋,切割后的電池片機械強度與未切割的整體電池片強度相當,遠高于傳統(tǒng)切割的電池片。
02 電池片焊接
根據要求,將電池片吹分開后,經過檢測矯正放置于傳輸帶上,使用紅外線接觸式焊接,將電池片及焊帶焊接成串。
03 疊層
疊層工序主要將電池串繼續(xù)進行電路連接,用玻璃、EVA膠膜、背板將電池片封裝保護。
04 層壓
層壓工序是將敷設好的層疊件放入層壓機內,EVA在一定條件下融化后將與電池、玻璃、背板粘結在一起。
05 裝框 (包含接線盒安裝)
裝框主要是用鋁邊框密封保護組件邊緣,同時便于安裝。目前的自動打膠機均能實現打膠均勻,和自動移載到機械手的抓取位置。打膠后分三段測試,無氣泡、斷膠、螺紋狀等。全自動裝框機都采用多伺服電機+滾珠絲桿,高精度,高剛性、調整范圍大;多真空吸盤吸附方式,將層壓件整平,溢膠均勻。
06 IV及EL測試
IV測試:在STC標準測試條件(溫度25℃,光強1000W/㎡,AM1.5)下對組件的功率進行測試。測量串開路電壓(Voc)和短路電流(Isc)以及極性,最大功率點電壓(Vmpp)、電流(Impp)和峰值功率(Pmax)的測量,光伏組件/組串填充系數FF的測量。
EL測試:根據半導體輻射復合釋放光子的特點,對組件施加正向電壓注入非平衡載流子,并通過光子探測器接收非平衡載流子輻射復合釋放的光子,非平衡載流子濃度越高(正常區(qū)域)釋放的光子越多,EL顯示圖像越亮,非平衡載流子濃度越低(缺陷區(qū)域)釋放的光子越少,EL圖像越暗,通過圖像明暗關系即可反應組件內部電池缺陷情況。
無錫啟福自動化科技有限公司將繼續(xù)致力于提供優(yōu)質的光伏制造設備,為大家分享更多的光伏小知識。

 瀏覽器自帶分享功能也很好用哦~
瀏覽器自帶分享功能也很好用哦~取消
清空記錄
歷史記錄
清空記錄
歷史記錄

